

This reference is provided for glass deep processing plants Qunan SuperSafeGlas The correct processing method and process guidance for the ionic intermediate layer material. Equipment that can be processed with traditional PVB interlayer can be used SuperSafeGlas The interlayer of the material intermediate film processing production. According to the actual capabilities of different laminated glass manufacturers, The guide may not fully cover the changes in the process parameters of different manufacturers and the adjustment of the equipment.
Dongguan Qunan industry can only provide roll packing at present SuperSafeGlas Intermediate layer material,The diaphragm is sealed packaging aluminum foil sealing bag, To prevent moisture and pollution. The outside wooden box is packed to prevent possible damage during transportation. Inside and outside the package shown in Figure 1, Figure 2 (Please confirm whether the aluminum foil packing ensures the vacuum sealing state when receiving the goods.)


SuperSafeGlas The material is different from the PVB, and it will not be bonded to each other. So there is no middle isolation membrane, Not open the package SuperSafeGlas The material does not need to control the temperature when it is stored. SuperSafeGlas Material sheets can be stored for many years under moisture-proof storage conditions to maintain stable performance and the overall quality does not change. However, when the water vapor in the environment is absorbed, the adhesion to the glass may be reduced with the change of time.
We suggest that the storage time be more than two years from the date of production. At the same time packaging unopened case, also need to test before production SuperSafeGlas The moisture content of the material and the bonding properties of the laminated glass. SuperSafeGlas After the material is unsealed, it will absorb water when exposed to the surrounding environment. Compared with PVB, though SuperSafeGlas The absorptivity of the material to water is very slow. But the absorption of water can also lead to a decrease in the bond force. And the water can not be released from a relatively dry environment.
If the test result is a water cut of more than 0.2% (using a Karl Fischer titration test) It is not recommended. We can accept the size and quantity of customization, and can basically avoid the trouble caused by the film storage. But not used up SuperSafeGlas The intermediate layer materials should be sealed with appropriate methods after each opening. It is best to recover the vacuum packing in the factory (as shown in Figure 2) to ensure the stability of the product quality.
and humidity range:
Temperature: 22°C - 28°C
1. Remain horizontally placed and not vertically placed during storage and use.
4. A horizontal reel lifter or other similar device can be used to lift the roll up to a height to disengage it from the basket. Then carefully open the outer waterproof foil bag. (Any one of the following methods)
A: Cut the end of the aluminum foil bag with a blade and slide the whole seal out from one end of the roll. Take out the complete packing bag.
7. Cut the rolled SuperSafeGlas into the required size. Rosenthal brand or similar slitting equipment may be used.
8. After cutting is completed, if the roll is not completely run out, The original foil bag shall be repackaged in the roll of material, And as far as possible to get rid of the bag of air remaining, Seal all openings with strong tape, Conditions permitting, it is recommended to re-vacuum sealed with aluminum foil back.
9. Plug the excess aluminum foil bags at both ends back into the middle, and insert the end cover and end plug.
11. Return to suitable storage location.
It is recommended to use the following cutting methods (including cutting tool cutting or automatic cutting table). Try not to use a chainsaw to avoid cutting debris. Due to the excellent dimensional stability of the SuperSafeGlas material, It can be accurately cut to the size of the glass that is consistent with the glass. Therefore, the cutting is often do not need to be trimming after the combined processing.
6. Use Rosenthal brand or similar cutting equipment (only for SuperSafeGlas 0.89mm material)
The most direct and economical way is to use a sharp knife, and the details of the steps recommended by this method are as follows:
7. Use template crop to ensure that you get the correct size. If you need curved or irregular surface shapes (such as side windows) Using a flat piece of glass as a template will be a good idea. A sharp mark is scratched along the outline of the template with a sharp knife, or a tool, such as a scraper, etc.
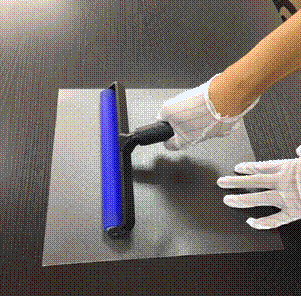
10. Use a lint-free cloth or Teknek roller to remove surface crumbs.
If the sawing is used, it will cause debris to stick to the edge of the film and can only use the glass cleaning machine to ensure complete removal. So it's not recommended to use the saw.
When the material is delivered from the factory, the SuperSafeGlas material is very clean, However, static electricity is attached to the surface of the material. If it is not cleaned before assembly, the surface may adsorb contaminants. It is recommended that the final cleaning step be carried out before closing, especially if the film is cut or trimmed. Cleaning can be done in one of the following ways:
11. sticky roll (example Teknek) - see Figure 5 (reference picture can be purchased from Taobao online)
13. non-lint cloth to wipe
However, if the film is cut with a saw (not recommended) You may need to use a glass cleaner to remove debris from the surface. If it is necessary to use a glass cleaner, we recommend the following cleaning steps:
16. Make sure the water temperature is below 38 ° C. Using hot water can cause the film to jam in the washing machine.
1.Glass opening and closing process through the float glass knife face to determine the tin surface and air surface, General glass surface of the float glass for the air surface, glass opening and closing processes need to be placed on the supporting surface, In order to avoid being able to distinguish the glass tin surface and the non-tin surface in a simple manner after edging, Air surface or tin face must be marked.
2.Edging process Note that the direction of rotation of the glass, in order to avoid patchwork from time to time diagonal overlap, Edging at the same time need to pay attention to the glass can not turn the rack.
3.Glass tempering process tin-oriented plastic supporting steel, steel supporting the furnace, Need a piece of glass tin up, a tin down(Conditions permitting tempered on the film, it is recommended to use tin surface instrument supporting verification). At the same time need to pay attention to the glass placed below the rack.
Recommend the use of detergent cleaning, and finally rinse with demineralized water or deionized water, With this kind of water cleaning, the bonding force between glass and film is higher than that of tap water or soft water. Good results can be achieved by using a variety of commercial grade cleaners. for example Basic H。However, the impact of using a variety of different cleaners, There are currently no relevant cohesion data. Each cleaner needs to be evaluated for bond performance before daily use. Sometimes cleaning with water that does not contain detergents also gives better adhesion, but the best temperature for water washing is greater than 55 ° C to ensure the best results.
Make sure the glass is dry before joining. SuperSafeGlas material must be applied using one of the following laminating methods, if the monolayer adhesive ATTA laminating mode requires mandatory. In order to ensure the smooth assembly process of ATTA tin gluing requirements, glass open ring - edging - steel process, please refer to the guidelines of point 5 (glass preparation proposal)
1.SuperSafeGlas material is bonded directly to the tin side (using ATTA orientation - glass air side / glass tin side / SuperSafeGlas / glass tin side / glass air side).
2.A bonding accelerator is required for glass structures that can not be used for tin contact (such as non float glass, multilayer laminated glass, etc.).
Tin can be used to test the surface of the glass tin and the air surface, through the tin instrument to observe the glass - see Figure 6

SuperSafeGlas materials require an evacuation step to eliminate the air between the glass and the interfacial interface, and roll-off (single-layer or double-layer) and evacuation for good venting. The texture of the SuperSafeGlas material film surface helps to better vent the film before bonding to the glass.
For rolled SuperSafeGlas materials, there may be some wavy phenomena when tiled over the glass during lamination (Figure 7). This ripple is likely to be aggravating if multiple layers of rolled SuperSafeGlas material are stacked (see Figure 8). However, this corrugation does not affect the quality of the finished product if it is handled according to the following rolling process recommendations.


Due to different equipment conditions, the optimum temperature and roller speed settings are also different. For each laminated glass processor, the linear speed depends on the temperature of the roll and the appearance of the glass after it emerges from the roll furnace. Rolling temperature is dependent on a number of factors such as glass thickness, glass coating, furnace type and parameter settings, and line conditions such as output power and wavelength, which are quite different for IR and convection ovens, This is due to the fact that SuperSafeGlas material absorbs more in the infrared wavelength range than glass (Figure 17).
The following recommendations can be used as initial settings for SuperSafeGlas laminated glass. For better preload quality, these parameters may need to be adjusted in practice.
Reference conditions:
l Rolled glass surface temperature: 63 ± 8 º C. From the edge of the glass roll outlet temperature to set the roller speed, while observing the effect of preloading, the best pre-press effect is fully sealed around the glass Long direction).
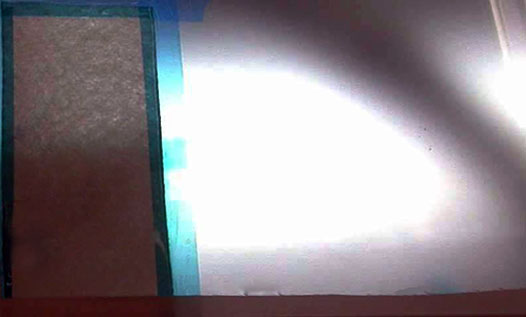
l The width of the edge (along the four sides of the transparent area) is at least 2cm. After pressuring, the surrounding glass four should be transparent. The inside of the whole glass should be foggy and translucent (see Fig. 9). The best prepressing temperature should be near the low temperature in the recommended temperature range.
l With regard to the glass surface temperature, the convection oven tends to be adjusted from a medium temperature to a higher temperature (see Fig. 10). The overall effect should be nearly as transparent. Infrared furnace is from the median temperature to the lower temperature range regulation.
l If a line of trapped air bubbles can be seen at the pre-pressed edge, it is most likely premature edge sealing caused by too high a pre-press temperature (see Figure 11). Roller pressure and opening and closing:
l 3mm less than the nominal nominal thickness of laminated glass (for annealed glass) - For tempered glass clearly marked with roller corrugation, reduction of nip spacing is sometimes required - Pressurized roller pressure should be 75psi or greater - In the event of glass slip, The first roller should be separated and not involved in operation.



Although the vacuum bag process is slower in production and more labor intensive, a better product yield can be obtained than the conventional rolling process, especially in terms of bubble defects. For larger-area tempered laminated glass or multi-layer laminated glass, the vacuum method is recommended for processing. Vacuum bags can use disposable or reusable systems. Disposable vacuum bags are hand-made based on the size of the laminated glass (Figure 12). It is necessary to use breathable strips around the edges of the laminated glass inside the plastic bag so that the gas in the laminated glass is completely removed. For some laminated glass with open edge design, breathable tape is applied around the laminated glass to make it lie between the middle layer material and the air-permeable strip due to the need to ensure that the edges of the glass are smooth and free from scratches. If you find that SuperSafeGlas is stuck to the breathable material, consider inserting a breathable release film between the two. It should be noted that all the materials used in the autoclave need high temperature.

The cold pumping time should be at least 10 minutes. The setting of the heat pumping temperature should be based on the prepressure appearance of the laminated glass. To ensure better performance of laminated glass to achieve the exhaust effect, it is recommended to set according to the different glass configuration and pre-pressure appearance of heat pumping (autoclave heated to a certain temperature constant temperature without pressure constant temperature for a certain time to vacuum) temperature and Heat up time, However, if desired, the laminated glass can be operated without preloading, but with direct vacuum during high pressure, which reduces operating and running time.
The process of controlling and tracking high pressures is an important factor in producing high quality SuperSafeGlas laminated materials. Autoclave parameters including pre-pressure conditions, holding time, holding temperature and cooling rate will affect the final laminated glass optical and physical properties. Laminated glass in autoclave Before pre-pressing, the distance between the glass on the jamb must be at least 19 mm (the distance between laminated glass can extend to at least two adult fingers) Metal bars or wooden spacers are not recommended because It will affect the normal air flow between the glass during cooling. The partial pressure should be minimized by distributing the pressure over a large area. It is not possible to lay the laminated glass directly against the vertical stacking frame. Figure 13 is a photograph of improper laminated glass.

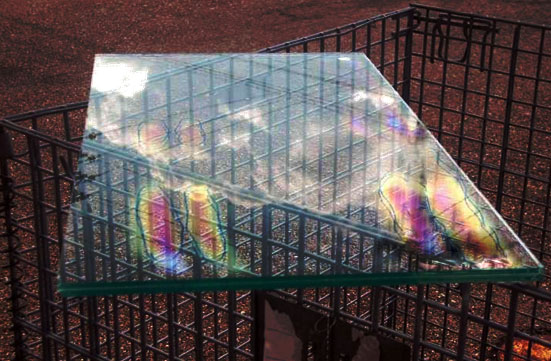
Metal bars limit air flow, resulting in uneven heating and cooling of each piece of laminated glass. Uneven compression (due to the laminated glass placed directly on the pallets) can result in non-uniform thickness of the SuperSafeGlas material during heating. Due to the different thickness, the residual stress of the laminated glass in this area and the optical distortion may occur. Figure 14 is a photograph taken with a polarizing lens showing optically distorted laminated glass (rainbow) as a direct result of improper stacking of laminated glass in an autoclave. Figure 15 is a photograph of the laminated glass correctly stacked. The space between the laminated glass is reasonable and does not affect air flow, placing a liner at the vertical support to distribute the pressure.

Different sizes of glass, heating, cooling rate and the overall processing efficiency, different autoclaves have great differences. Our recommended holding temperature range is between 132 ° C and 135 ° C. The autoclave holding time must be long enough to ensure that the laminated glass reaches the desired temperature and the necessary time to ensure adequate cohesion. We recommend a minimum of 1 hour hold time. If you can not guarantee sufficient insulation dwell time, laminated glass, although you can get a better appearance, but the adhesion will be reduced, which is due to the glass and the film between the inadequate integration between the cause. For thicker glass structures (> 16 mm) longer holding times are required. In order to accurately measure the relationship between the holding time and the temperature, an embedded thermocouple temperature measuring instrument can be placed in the laminated glass for measurement.
The haze of the final product is directly related to the cooling rate of the autoclave. The faster the cooling rate haze less. In order to ensure a proper cooling rate, the following are recommended: 1) Use a fan of the right size, 2) Use sufficient cooling water to ensure maximum heat exchange, 3) Use a heat sink with sufficient power for routine operation. If the production of high haze laminated glass, you can re-enter the autoclave process, and then heating, and rapid cooling, to achieve the purpose of reducing the haze.
Temperature: 275 °F (135 °C)
Note: the lower pressure of the autoclave can also be accepted, however, this increases the risk of producing bubbles because of the reduction of pressure.
Cooling rate: at least 3 C/ minutes, the final product's fog is directly related to the cooling rate of the autoclave. It is recommended that the cooling fan and the cooling water system be closed when the laminated glass is cooled close to the ambient temperature.
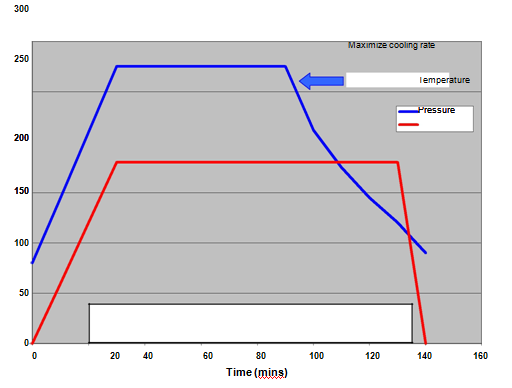
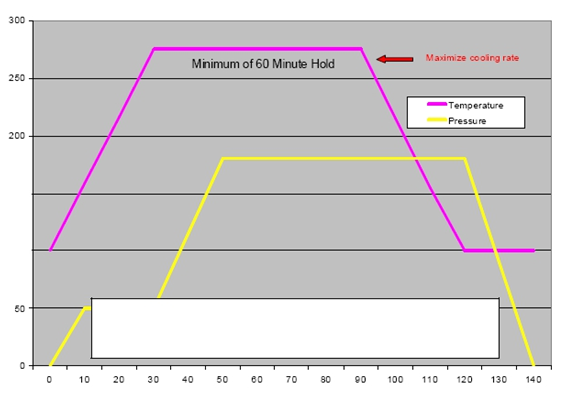
To reduce the possibility of film flow, it is recommended that the autoclave temperature be set not to exceed 137.8 ° C. Figure 16 shows a typical SuperSafeGlas material autoclave curve. Figure 17 is an autoclave profile with a low pressure hold.
Temperature(F)and Pressure(PSI)
In order to achieve the desired strength or higher resilience, 2 or more layers of SuperSafeGlas materials may be needed to overlap between the 2 layers of glass. The vacuum bag process can be suitable for multilayer laminated glass with any layers of film. The operation range of the rolling process is relatively narrow.
For two layers of SuperSafeGlas material (0.76 mm thickness, 0.89 mm), pre-compression can be easily done using standard roll-on methods. Before joining, clean each piece of SuperSafeGlas material with a viscous roller to remove possible dust and other contaminants. , You can adjust the roll speed of the line to ensure a good edge sealing effect and the end bubble-free issue.
Usually, more than two pieces of SuperSafeGlas material sandwiched in two pieces of glass can also be pre pressed by rolling technology, but the total thickness of sandwich materials should be controlled at no more than 5 mm. If the total thickness is greater than 5 mm, the following consequences may happen.
17. Because SuperSafeGlas material can not get enough heat, it cannot fully bond with each other during preloading process, resulting in high pressure air bubbling into the autoclave. (Fig. 18).
In order to improve the bonding of SuperSafeGlas materials to each other, premature sealing of the glass with the outermost layer can occur if the pre-press temperature is increased, potentially causing bubble-in.

If done correctly, the vacuum bag process makes very good laminated glass with more than two layers of SuperSafeGlas material stacked without the risk of poor defects such as air bubbles, etc. For thicker or more layers of material The same vacuum bag process also needs to pay attention to the following key steps:
18. As the number of lamination increases, a corresponding increase in cooling time is required, and usually the cooling time is adjusted according to some conditions (such as the degree of vacuum, the size of the vacuum pump and the size of laminated glass, etc.), often based on actual experience.
19. with the increase of the thickness of the SuperSafeGlas material and the size of the glass, the thermal insulation time of the autoclave should also be appropriately increased.
20. To minimize the haze of the finished glass, it is necessary to ensure that the autoclave fans are turned off and the autoclave fans are switched off when the surface temperature of the glass is less than 38 degrees Celsius, and cooling water is used to force cooling.
Use of adhesion promoters can improve the adhesion of SuperSafeGlas materials to glass. In any case, an adhesion promoter must be used when the glass surface in contact with the interlayer material is non-tinned. The following is the request of some users. For the possible problems of this application, the adhesion promoter can be configured by the manufacturer (as below) or the pre-configured solution can be purchased. For details, please contact our technical representative or sales manager .
The active ingredient of this accelerator is 4-aminopropyltriethoxysilane. Silquest A-1100 from GE and Z6011 from Dow Corning contain the above ingredients. We offer two formulations, the first one being a standard formulation and the second one being a modified Recipes (using more readily available raw materials) .Two formulations see the accompanying table attached.A very small amount of 4-aminopropyltriethoxysilane is required to achieve a higher bond performance.Note that if the Two improved formulations Ensure that the purity of isopropyl alcohol and white vinegar is high and that they do not contain other additives As this solution is flammable, be sure to store it in a well-insulated place and in an open flame area. Before preparing this solution, Learn all silane coupling agents, acetic acid, isopropanol MSDS (Material Safety Data Sheet) in the recommended use. The solution should be left standing for 24 hours after configuration to ensure that the silane coupling agent is fully hydrolyzed It is recommended to store in a plastic or glass sealed container for a shelf life of 4 months.
|
component |
weight % |
|
Isopropanol |
92.00% |
|
water |
7.90% |
|
acetic acid |
0.01% |
|
4-aminopropyltriethoxysilane |
0.09% |
|
Total |
100.00% |
|
component |
weight % |
volume % |
|
Isopropanol |
89.92% |
91.91% |
|
water |
8.47% |
6.80% |
|
Vinegar |
1.50% |
1.19% |
|
4-aminopropyltriethoxysilane |
0.11% |
0.90% |
|
Total |
100.00% |
100.00% |
Adhesion promoters should be used on the surface of glass instead of SuperSafeGlas material. Here are some methods for activating the accelerant on the surface of glass, but not limited to the following methods.
22. The adhesive accelerator is used first on the dishcloth, and then the surface of the glass is wiped with the cloth.
23. A commercially available coating equipment is used to evenly coat the adhesion promoter on the glass.
Applying the adhesion promoter needs to be done in a clean chamber, the glass needs to be pre-cleaned and spread evenly and thinly. Use a sprayer to spray only onto the glass surface, and make sure to use a dry cloth Uniform and can cover the entire surface of the glass, if applied too thick accelerator instead may result in reduced adhesion. Accelerator smear can be combined immediately after the operation. The adhesion promoter can be used in any standard pre-press process (roll, vacuum bag process, etc.)
It is highly recommended to produce large, thick, tempered glass and multi-layered glass or laminated glass with a porous structure using a vacuum bag process. Can greatly improve the yield. For the glass structure of the vacuum bag with ordinary non-porous vacuum bag process is very similar, but need to increase the number of steps can be limited.
For the vacuum bag process with structured glass, it is recommended that the SuperSafeGlas material in the wells be removed after the autoclave is completed, to reduce the outflow of SuperSafeGlas material in the autoclave - "Suction Effect." Breathable evacuated material needs to cover the upper part of the hole (See Figure 19) and the tape prevents breathable material from being drawn into the hole. After the autoclave is completed, the SuperSafeGlas material can be removed with a hollow drill and a knife. The other steps are the same as the vacuum bag process of non-porous laminated glass. The following is a list of the best ways to use vacuum bag technology for making laminated glass with a porous structure using SuperSafeGlas materials.
24. ATTA structures must always be used together. For multi-layer structural glass, try to use the most tin surface and SuperSafeGlas materials coincide with the structure.
25. For shaped or porous structures, the orientation of the glass needs to be considered and the ATTA structure to be used during the interlayer process must be considered during the drilling, cutting, tempering and other phases.
26. If you have to use the air side relative to SuperSafeGlas materials, you must use an adhesion promoter on the air side.
27. Depending on the size of the laminated glass, as well as the distortion of the glass and the thickness of the SuperSafeGlas material, consider the extra 5 mm edges extending beyond the long and short sides of the glass when cutting SuperSafe Glas material, which reduces film flow during the autoclave phase And lead to "lack of plastic" possible
28. To maximize air extraction, breathable materials need to be applied over the entire edge and areas that completely cover the hole. At the same time, it is strongly recommended that the breathable material be completely secured to the glass with high temperature tape. Avoid air-borne material being pumped into the glass laminate when evacuated.
30. To achieve a good vacuum effect, the need to increase the degree of vacuum. Recommended vacuum greater than 71cmHg (93% vacuum or 948mbar).
31. For large multi-layer laminated glazing structures, cool down the autoclave for at least 60 minutes.
32. For large multi-layer laminated glazing structures, the autoclave stage has a holding temperature of 135 degrees Celsius for a minimum of 60 minutes to 90 minutes (or a suitable extension of the holding time depending on the total laminated glass thickness).
33. After drilling with a hollow drill, use a sharp edge or a hot knife to trim the edge. It is not advisable to use a fire to soften the SuperSafeGlas material.
In general, SuperSafeGlas materials have a very good bond with glaze or metal coatings. You can contact your local Technical Representative or Sales Manager to get a list of the latest glaze glazes or metallic coating materials that have not been tested for their bonding properties and compatibility. It is not recommended to use Low-e coatings or glaze glazes that are not on this list.
However, for use, we recommend performing a separate evaluation of the bond and compatibility properties, where possible, the ceramic frit should be bonded to the tin surface of the glass. If, then, the glaze and the air-side of the glass combine and do not reach 100% full coverage. You may want to consider using an adhesion promoter. Whether using or not using an adhesion promoter, it is necessary to pre-test the adhesion and compatibility of the sandwich product.
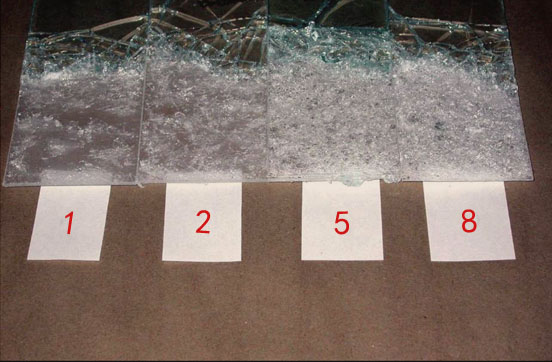
Recommended for daily quality assurance testing. At a minimum, the tests include measuring hammer tap ratings and optical properties such as haze and light transmission. Hammer tests on SuperSafeGlas materials are performed at room temperature (typically 21 ºC). Figure 20 shows a series of SuperSafeGlas laminated glass hammer knock test photos with low (Grade 1-2) to excellent (Grade 8) adhesion.
Fog and light measurements should be made using a haze meter or directly compared to standard optical samples.
|
problem |
Potential cause |
solution |
|
Low bond force |
Wrong direction of glass |
Change to ATTA direction |
|
Low bond force |
Membrane moisture content is too high |
Use a low water content diaphragm while checking storage and operation |
|
Low bond force |
The intermediate film does not achieve sufficient temperature and time |
Check the autoclave holding time and temperature. Make sure there is enough space between the glass and good air flow. If necessary, extend the holding time. Thermoco, uples are placed inside to verify the correct operating conditions. |
|
Low bond force |
Incorrect hammer knock experiment |
Make sure the experiment is done at room temperature |
|
Air is trapped |
Too early to seal |
Speed up the oven stick stick or reduce the furnace temperature |
|
Air is trapped |
A small area of irregular air trapped due to excessive speed |
Reduce the roller speed (may also need to reduce the furnace temperature) |
|
Air is trapped |
Roller gap is too wide |
Roller gap at least 2.5mm lower than the total thickness of the glass |
|
Air is trapped |
Not enough edge sealing, autoclave air blowing in |
Lower roller speed or raise furnace temperature |
|
Air is trapped |
Inhomogeneous heating results in the formation of an intermediate film to one side |
Adjust the furnace up and down the heater temperature, make it equal |
|
Air is trapped |
The airbags are laterally distributed on the glass, due to corrugation of the rollers or excessive bending of the glass |
Check the glass tempering process; match the curved glass to weaken the bend |
|
Rainbow |
The local pressure generated during the autoclave is too large |
Eliminate the uneven pressure on the laminated glass and ensure that the correct glass-partitioned liner is used |
|
High mist |
The autoclave cooling rate is too slow or uneven |
Ensure good air flow, and cooling rate of at least 3.3 ° C / min |

Can be on the glass gluing process on-site technical guidance and services.

Network coverage
Dongguan Qun'an Plastic Industrial Co. Ltd

 service
service 0769-83382566
0769-83382566

